MBR废水处理设备
适用于市政污水、食品加工、制药、电子、印染等行业,针对中低浓度有机废水(COD 200-2000mg/L、BOD₅ 100-1000mg/L)的处理与回用。
核心优势
- 净化效率高
- 一体化集成
- 运行稳定性强
- 自动化程度高
定制化设计
根据客户实际需求定制解决方案
技术领先
采用先进技术和工艺
全流程服务
从设计到运维的一站式服务
合规保障
确保满足最新环保法规要求
工作原理
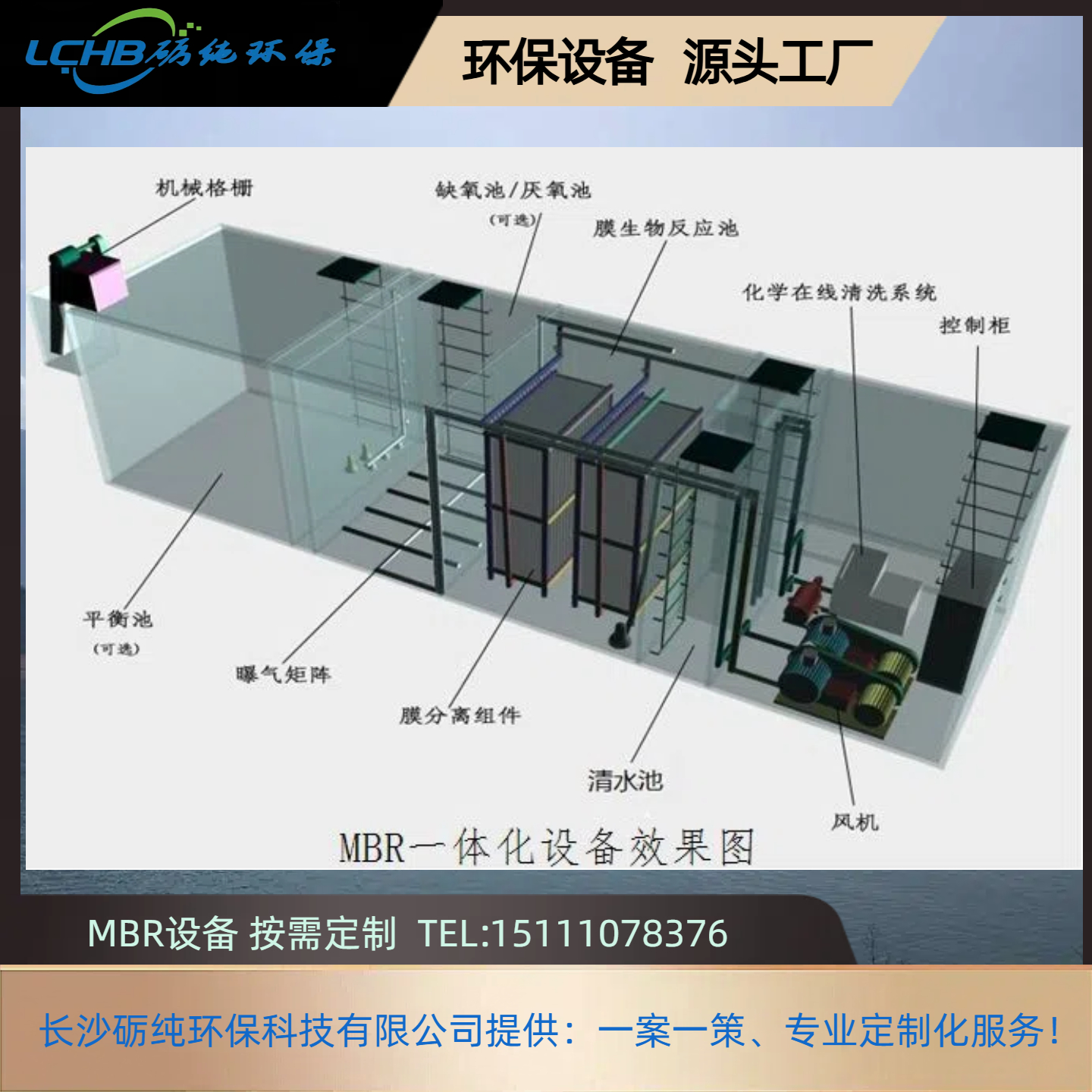
基于生物降解与膜分离协同机理,MBR 一体化设备将活性污泥法与膜过滤技术结合。在生物反应区,曝气系统提供氧气,促使活性污泥中的微生物(如细菌、真菌)降解废水中的有机污染物(COD、BOD₅),将其转化为 CO₂、H₂O 及微生物自身增殖体;同时,硝化菌将氨氮氧化为硝酸盐,反硝化菌在缺氧段将硝酸盐还原为 N₂实现脱氮。混合液随后进入膜分离区,通过中空纤维膜(孔径 0.01-0.1μm)的截留作用,将活性污泥、悬浮物(SS)及大分子有机物完全截留,仅允许净化后的水透过膜孔形成产水。膜组件定期通过曝气擦洗与反洗,维持稳定通量,最终实现废水高效净化,产水水质达标回用或排放。
核心构成
- 生物反应系统:含厌氧 / 缺氧 / 好氧(A²/O)反应区(材质为 PP 或玻璃钢,总容积 5-50m³),好氧区设微孔曝气盘(气泡粒径 10-30μm,氧利用率≥30%),缺氧区设搅拌装置(转速 40-80r/min),确保混合均匀与生物反应充分;
- 膜分离系统:核心为 PVDF 材质中空纤维膜组件(膜通量 15-25LMH,截留分子量≥10000Da),按浸没式或外置式安装,膜组件配套曝气擦洗系统(气水比 15-20:1)与反洗泵(扬程 20-30m,反洗周期 30-60min),防止膜污染;
- 污泥处理系统:含污泥回流泵(回流比 100%-200%,将好氧区污泥送回缺氧区)与剩余污泥泵(定期排出老化污泥,维持污泥浓度 MLSS 8000-12000mg/L),部分设备集成污泥浓缩单元(浓缩后污泥含水率≤95%);
- 控制系统与辅助装置:PLC 控制柜集成液位传感器、DO(溶解氧)传感器、膜通量监测仪,实时调控曝气强度(DO 控制在 2-4mg/L)、回流比与反洗参数;辅助装置含格栅(去除大颗粒杂质,孔径 5-10mm)、在线 COD / 氨氮监测仪、化学清洗装置(酸洗除无机垢、碱洗除有机物,恢复膜通量)。
技术特点
- 净化效率高:膜分离彻底截留活性污泥与 SS,产水浊度≤0.1NTU,COD 去除率≥90%,BOD₅去除率≥95%,氨氮去除率≥90%,SS 去除率≥99%,水质优于传统生化工艺,可直接回用(如绿化、循环冷却);
- 一体化集成:集生物处理、膜分离、污泥回流于一体,占地面积较 “传统生化 + 沉淀池” 工艺减少 40%-60%,流程紧凑,适合场地受限场景;
- 运行稳定性强:膜组件抗污染能力强(PVDF 材质耐酸碱、耐氧化),污泥浓度高(MLSS 8000-12000mg/L),抗冲击负荷能力优异,进水 COD 波动 ±30% 时仍能稳定运行,膜寿命 3-5 年;
- 自动化程度高:全流程 PLC 自动控制,支持远程监控与故障报警(如膜污染、曝气异常),无需人工频繁操作,运维人员仅需定期巡检与药剂补充,运维成本降低 20%-30%。
适用领域
适用于市政污水、食品加工、制药、电子、印染等行业,针对中低浓度有机废水(COD 200-2000mg/L、BOD₅ 100-1000mg/L)的处理与回用。具体场景包括市政污水处理厂中水回用、食品加工厂废水达标排放、制药厂低毒性有机废水处理、电子厂清洗废水回用预处理、印染废水深度净化,常与 “预处理 – MBR – 消毒” 工艺联用,满足《城镇污水处理厂污染物排放标准》(GB 18918-2002)、《城市污水再生利用 工业用水水质》(GB/T 19923-2005)等要求,尤其适配对产水水质要求高、场地空间有限的处理场景。